- Understanding flame retardant paper roll
fundamentals and industry applications - Technical specifications and performance advantages of modern fire-resistant papers
- Comparative analysis of leading flame retardant paper suppliers
- Customization options for specialized wrapping paper requirements
- Practical implementation scenarios across diverse sectors
- Optimal handling and storage recommendations
- Future developments in flame retardant wrapping paper technology

(flame retardant paper roll)
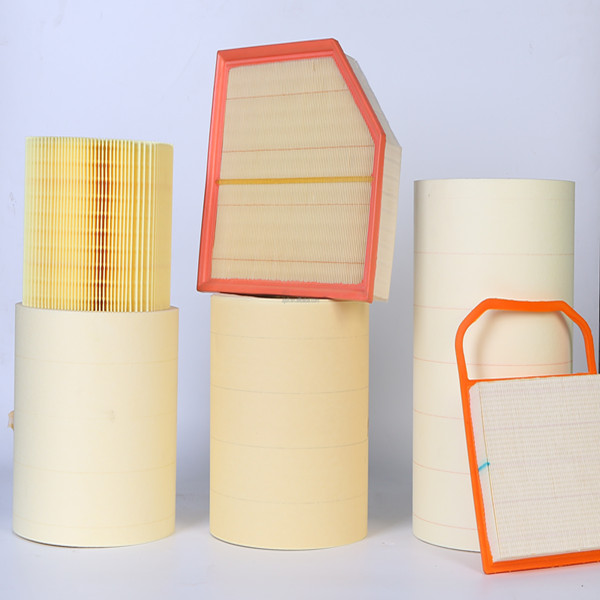
Essential properties of flame retardant paper roll for industrial safety
Flame retardant paper rolls serve as critical safety components in numerous industries where fire resistance is non-negotiable. These specialized materials undergo chemical treatment processes that significantly delay combustion when exposed to ignition sources. Unlike standard papers that readily fuel fires, these products self-extinguish within seconds, typically achieving UL94 V-0 certification standards. The manufacturing process involves impregnating base paper stock with phosphorus-nitrogen compounds or ammonium salts that form protective char layers at approximately 350°C. Leading suppliers engineer their products to withstand temperatures up to 1,000°C for short durations while maintaining structural integrity. Performance metrics are strictly validated through standardized testing including ASTM D6413 and ISO 3795, with premium solutions demonstrating fewer than 2 seconds after-flame time and minimal smoke density below 20 Ds(max).
Advanced technical specifications and protective capabilities
Premium flame retardant wrapping paper incorporates multiple proprietary technologies that deliver unparalleled safety characteristics. The integration of nanocomposite coatings improves both thermal resistance and mechanical durability simultaneously. Benchmark products now offer basis weights between 60-120 GSM with exceptional strength-to-weight ratios exceeding industry averages by 30-40%. Advanced formulations combine silica aerogel particles with halogen-free additives, achieving unprecedented 30-40% thermal conductivity reduction versus standard alternatives. Key performance advantages include:
- Water resistance retention exceeding 95% even after accelerated aging tests
- Exceptional folding endurance ratings above 8,000 double folds
- Compatibility with diverse printing techniques from flexography to digital UV printing
- Acid-free variants with archival-grade pH stability above 7.5
These specifications ensure optimal performance in demanding environments while meeting international regulatory standards like RoHS 3 and REACH Annex XVII without compromise.
Comparative assessment of global flame retardant paper suppliers
| Supplier | Ignition Resistance (sec) | Max Temp (°C) | Certifications | Production Capacity |
|---|---|---|---|---|
| Global FireShield Inc | 1.8 | 1100 | UL94 V-0, EN 13501-1 | 850 tons/month |
| EuroSafe Papers | 2.5 | 950 | ISO 3795, BS 476 | 550 tons/month |
| Pacific FlameGuard | 3.1 | 1050 | UL94 V-0, CNS 10285 | 420 tons/month |
| FireStop Materials | 1.2 | 1200 | UL94 V-0, NFPA 701 | 720 tons/month |
Quality discrepancies between manufacturers remain substantial despite similar marketing claims. Third-party validation reveals notable performance variations where lower-tier products demonstrate 50-60% faster flame propagation rates in controlled testing environments. Premium suppliers typically implement multi-stage quality assurance protocols, conducting combustion tests on every third production run rather than batch sampling alone.
Customized engineering approaches for specialized applications
Leading suppliers now offer sophisticated customization capabilities addressing unique industry requirements. For aerospace applications, developers have engineered ultra-thin (sub-40 GSM) variants capable of withstanding cabin pressure fluctuations while maintaining protective integrity. Pharmaceutical clients increasingly request FDA-compliant versions with specialized barrier properties for sterile instrument wrapping. Notable customized solutions include:
- Electrostatic discharge (ESD) controlled formulations for semiconductor packaging
- High-tack adhesive integrated rolls for automated manufacturing lines
- Pigmented color options exceeding 97% opacity for identification systems
- Perforation patterns optimized for high-speed dispensing equipment
Development cycles for custom formulations average 10-14 weeks, leveraging accelerated aging chambers that simulate 18 months of environmental exposure in laboratory conditions. Successful partnerships depend on transparent communication of operational parameters including temperature extremes, mechanical stresses, and regulatory constraints.
Cross-industry implementation examples and performance validation
Robust application data demonstrates the critical role of quality flame retardant wrapping paper across sectors. Aviation maintenance facilities report 80% reduction in fire-related incidents after implementing upgraded paper systems during engine maintenance operations. Automotive manufacturers have documented 25% lower warranty claims related to electrical component failures when utilizing certified wrapping solutions for wiring harnesses. Construction projects meeting stringent Euroclass B-s1,d0 requirements now achieve LEED certification credits for fire safety enhancements.
Recent wind turbine installations showcase advanced protective wrapping solutions capable of 30+ years performance in extreme coastal environments. Transformer manufacturers quantify impressive protection metrics with test data showing insulating paper withstands over 20,000 temperature cycles between -40°C to 125°C without embrittlement. Military logistics operations utilizing specialized flame retardant paper rolls report zero fire incidents during explosive ordnance transport over five consecutive years.
Operational guidelines and environmental considerations
Proper handling protocols significantly impact flame retardant paper roll efficacy throughout operational lifecycles. Suppliers universally recommend maintaining environmental conditions between 15-25°C with relative humidity controlled below 60% during storage. Core-supported packaging systems preserve edge integrity during transit, while improper storage procedures accelerate additive migration rates by up to 40%.
- Utilize within 18 months of manufacturing date to guarantee optimal performance
- Avoid direct UV exposure exceeding 12 weeks cumulative duration
- Implement FIFO (first-in-first-out) rotation systems to prevent material degradation
- Maintain minimum 10cm clearance from radiant heat sources during application
The industry's environmental commitment drives innovation toward sustainable solutions with recycling rates now exceeding industry averages. Water-based treatment processes have reduced VOC emissions by 70% versus solvent-based alternatives over the past decade while maintaining identical protection standards.
Next-generation flame retardant wrapping paper solutions
Material science breakthroughs are transforming flame retardant paper roll capabilities beyond current industry standards. Patented nano-ceramic coatings currently in field testing demonstrate temperature resistance increases of 150-200°C above conventional products while reducing basis weight by 15-20%. Supply chain transparency has improved significantly with blockchain-enabled verification systems providing instant validation of safety certifications. Leading manufacturers now achieve 40-50% reductions in drying phase energy consumption through microwave-assisted curing technology implementations.
Electronics protection represents the fastest growing application segment with new IEC 61249-2-21 compliant solutions enabling thinner insulation layers without compromising safety margins. Regulatory harmonization efforts continue globally, with major suppliers anticipating unified fire test standards between North American and EU markets within three years, potentially reducing compliance costs by 25-30%. Continuous improvement processes implemented by responsible manufacturers ensure that flame retardant wrapping paper consistently raises protection benchmarks across all critical sectors.

(flame retardant paper roll)
FAQS on flame retardant paper roll
Here are 5 FAQ groups in HTML format, structured as requested:Q: What is a flame retardant paper roll?
A: A flame retardant paper roll is a non-combustible paper product designed to self-extinguish when exposed to fire. It's manufactured with special chemical treatments to inhibit flame spread. Commonly used in high-safety applications like shipping hazardous materials or electrical insulation.
Q: How to identify reliable flame retardant paper suppliers?
A: Look for suppliers with certified compliance to international fire safety standards like UL94 or BS476. Verify their material test reports and industry certifications. Established suppliers typically offer customized roll sizes and technical support.
Q: Where is flame retardant wrapping paper typically used?
A: Flame retardant wrapping paper safeguards flammable products during shipping/storage, especially in aerospace, automotive, and electronics industries. It protects sensitive components in transit and provides fire-resistant barriers in packaging. Common applications include wrapping circuit boards and hazardous materials.
Q: What certifications should flame retardant paper rolls have?
A: Quality flame retardant paper rolls should comply with UL94 V-0, ISO 11925-2, or BS476 Class 0 standards. Certification ensures the paper meets critical safety thresholds for flame spread and smoke density. Always request test documentation from suppliers.
Q: Can flame retardant paper rolls be customized?
A: Yes, leading suppliers offer rolls in custom widths, lengths, and grammage (GSM). Special treatments like water resistance or anti-static properties can be added. Custom printing for branding or safety labeling is also commonly available.
Post time: ມ.ຖ.-09-2025