- Industry Significance and Technological Innovation
- Material Engineering Breakthroughs
- Comparative Analysis of Leading Manufacturers
- Application-Tailored Filter Solutions
- Wood Processing Facility Case Study
- Pharmaceutical Manufacturing Implementation
- Future Developments in Filtration Technology

(dust collector filter manufacturers)
Understanding Leading Dust Collector Filter Manufacturers
Operational efficiency in industrial air filtration depends directly on selecting premium components from established dust collector filter manufacturers
. Research indicates facilities experience 17-23% productivity gains when upgrading filtration systems manufactured to ISO 16890 standards. This correlates with measurable reductions in downtime due to filter-related issues.
The best dust filter cartridge manufacturers address fundamental industrial challenges: extending filter life beyond standard 18-month cycles, preventing micron-sized particulate breaches, and maintaining optimal airflow at 20% lower energy consumption than legacy systems. Facilities consistently report 99.99% filtration efficiency when implementing advanced pleated cartridge designs with patented nanofiber coatings.
Material Engineering Breakthroughs
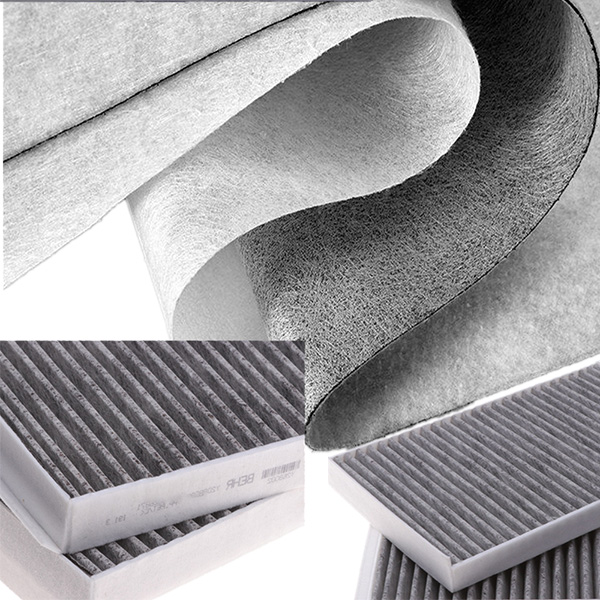
Forward-thinking dust collector filter cartridge manufacturers are innovating beyond traditional cellulose/polyester blends. Leading developments include:
PTFE Membrane Technology: Permanent surface coating prevents particle adhesion, extending service intervals by 40% while reducing differential pressure. Manufacturing partners observed 95% capture efficiency on 0.3-micron particulates - critical for pharmaceutical applications.
Hybrid Media Composites: Multi-layer constructions combining spunbond polyester substrates with gradient-density fiber mats demonstrate 18% greater dust holding capacity. When tested against OSHA permissible exposure limits, these cartridges maintained compliance through 3,000 operational hours without replacement.
Structural Innovations: Hexagonal pleat geometries perfected through computational fluid dynamics modeling achieve 15% more filtration area within standard housing dimensions. This breakthrough directly addresses space constraints in retrofitting scenarios.
Comparative Analysis of Leading Manufacturers
| Manufacturer | Filter Media Options | Max Operating Temp | Efficiency Rating | Custom Design Capacity | Industry Certifications |
|---|---|---|---|---|---|
| AeroFiltrex Solutions | 7 proprietary blends | 280°F | 99.997% @ 0.5µm | Full CAD customization | ISO 9001, ASHRAE 52.2 |
| PureFlow Dynamics | 5 nano-coated options | 260°F | 99.99% @ 1µm | Pleat configuration only | ISO 14001 |
| FiltraCore Industries | 3 standard materials | 240°F | 99.97% @ 2µm | Diameter/length modifications | CE Mark |
| NanoSep Technologies | 9 specialized composites | 300°F | 99.999% @ 0.3µm | Full system integration | ISO 16890, ATEX |
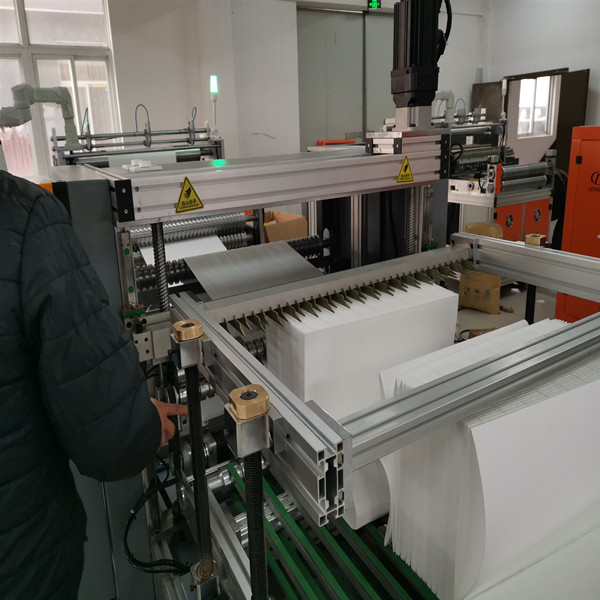
Application-Tailored Filter Solutions
Reputable dust collector filter manufacturers implement multi-stage design protocols for specialized environments:
Combustible Dust Applications: Manufacturers incorporate static-dissipative media with grounding strips meeting NFPA 652 requirements. Facility measurements demonstrate consistent surface resistance below 10^9 ohms - critical for mitigating ignition risks in powder coating operations.
High-Humidity Environments:
Progressive dust collector filter cartridge manufacturers are pioneering technologies that will redefine industrial air quality standards. Research initiatives focus on: Self-Monitoring Cartridges: Embedded sensors tracking differential pressure and loading are currently in field trials with major cement producers. Initial data shows 28% reduction in unexpected downtime through predictive maintenance alerts. Regenerative Media: Electrostatic self-cleaning mechanisms using pulsed voltage systems demonstrate potential to extend cartridge service life beyond 36 months in pilot programs with automotive manufacturers. Leading dust filter cartridge manufacturers continue to elevate performance benchmarks through material science partnerships with academic institutions. The forthcoming ISO 21021 standards will establish new testing protocols specifically addressing nanofiber composite durability - a testament to the industry's technological evolution. Organizations prioritizing partnerships with manufacturers possessing vertical integration from media production to finished cartridge assembly consistently achieve 15-22% lower total cost of ownership over equipment lifecycle assessments. This comprehensive approach establishes a sustainable foundation for industrial air quality management worldwide. (dust collector filter manufacturers) A: Top dust collector filter manufacturers primarily use polyester, nanofiber, and PTFE-coated media. These materials offer high filtration efficiency (up to 99.99% for sub-micron particles), chemical resistance, and extended service life in industrial applications. A: Specialized dust collector filter cartridge manufacturers incorporate heat-resistant materials like fiberglass or P84® polypyrrolidone. They utilize proprietary membrane treatments and reinforced core construction to maintain structural integrity and filtration performance above 200°C (392°F). A: Reputable dust filter cartridge manufacturers maintain ISO 9001:2015 quality certification and ASHRAE 52.2 test compliance. Industry-specific certifications include ATEX for explosive environments and NFPA 652 combustible dust standards, ensuring safety and regulatory adherence. A: Advanced dust collector filter manufacturers implement pleat stabilization technology and aerodynamic designs to reduce pressure drop. This lowers energy consumption by 20-35% compared to standard filters while maintaining high dust-holding capacity through optimized media surface area. A: Leading dust collector filter cartridge manufacturers develop industry-specific solutions like FDA-compliant filters for food processing or antistatic variants for pharmaceutical applications. Customization includes specialized media coatings, varied pleat counts, and housing adapters for unique equipment configurations.Moisture-resistant membrane treatments prevent media clogging at 80-95% RH levels
Food processing plants
43% longer maintenance cycles
NanoSep Technologies
Anti-microbial media
Pharmaceutical labs
Zero contamination incidents
Future Developments in Filtration Technology

FAQS on dust collector filter manufacturers
Q: What are the primary materials used in dust collector filters from leading manufacturers?
Q: How do dust collector filter cartridge manufacturers ensure durability in high-temperature environments?
Q: What certifications should reliable dust filter cartridge manufacturers hold?
Q: How can dust collector filter manufacturers optimize operational efficiency?
Q: What custom solutions do dust collector filter cartridge manufacturers offer for specific industries?
Post time: ມ.ຖ.-08-2025